东莞市东城东巨磨具经营部
普通会员 第11年
未通过企业工商认证

公司服务热线
13332612953
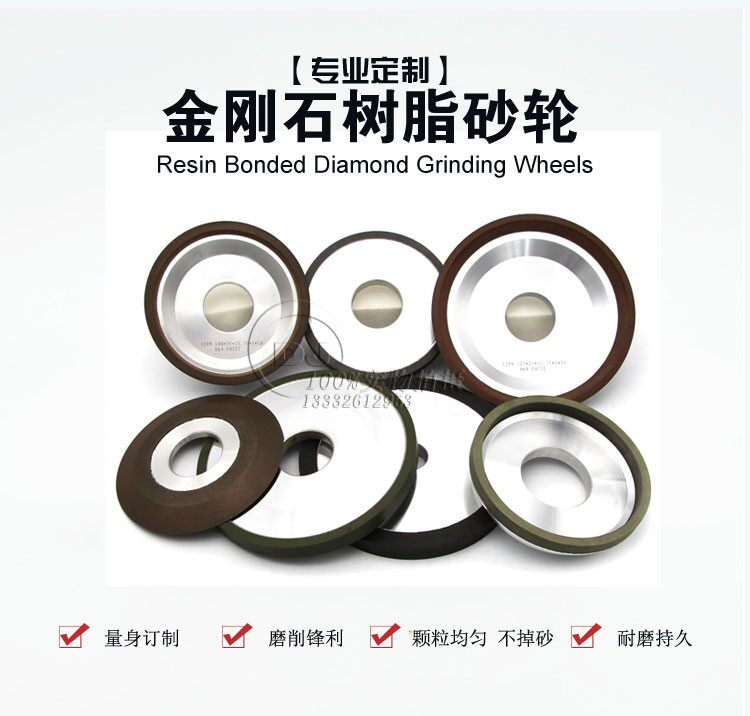
东莞定做氧化锆砂轮 工业陶瓷平面开粗精磨抛光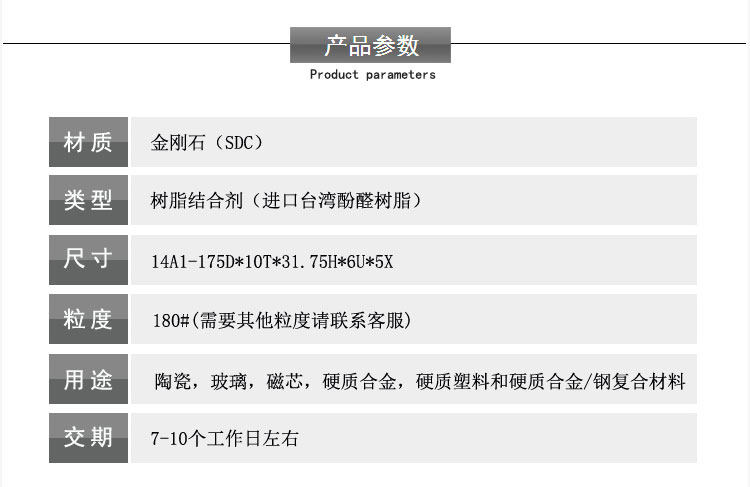
树脂金刚石砂轮被制造用于加工短切屑材料,例如氧化锆陶瓷,玻璃,磁芯,硬质合金,硅片,硬质塑料和硬质合金/钢复合材料。东巨磨具店是东莞磨具的创造者之一,除了生产常规用途的砂轮外,我公司还定制用于食品加工,造纸和机械制造行业的砂轮。我们使用的技术能够制造出高质量的X磨料砂轮和工具,以用于广泛的研磨加工X域。
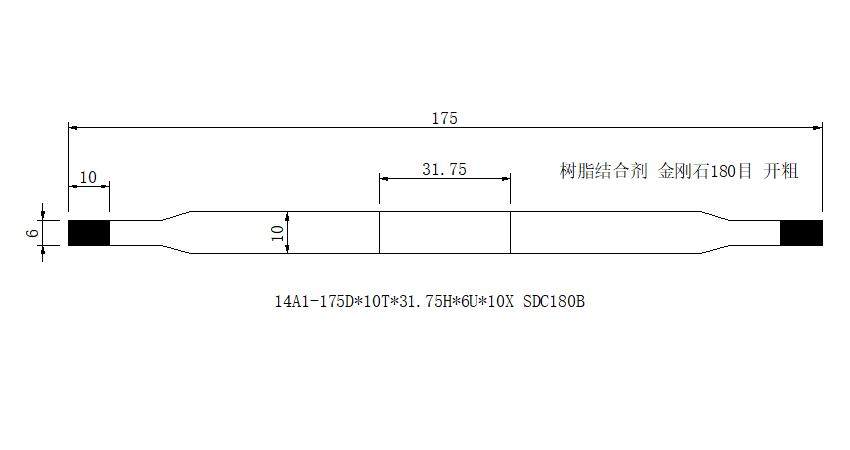
形状:14A1/平行双面加强
外径:175mm
高度:10mm
内孔:31.75mm
磨料环宽:10mm*6mm
结合剂:树脂
磨料类型:金刚石/SDC
粒度:180#
尺寸:175D*10T*31.75H*6U*10X
适用设备:614/618平面磨床、工具磨床等
修整工具:碳化硅砂轮,钼棒、砂条、铜棒等
(注:磨料颜色跟随树脂砂轮配方,不同磨削对象金刚石配比不同切勿纠结)
如何使用树脂金刚石砂轮以获得理想研磨效果
金刚石树脂砂轮可能很昂贵,因此所有用户都需要确定如何延长其砂轮的使用寿命。有许多方法,可以容易地延长轮子的使用寿命,同时也有助于提高材料去除率。有助于提高车轮寿命和效率的一些因素是车轮速度,进给速度工作速度以及冷却液的使用。
金刚石磨削表面的性能取决于砂轮速度。对于湿表面研磨速度为4000至6000 sf /min(20至30 m / s)是理想的。如果速度低于4000 sf / min,则效率会降低,任何高于6000 sf / min的速度都会缩短车轮寿命。对于使用粒度为150且浓度为75到100的150粗粒的干式工具和刀具磨削,速度应为中等。干磨可在3500至4500 sf / min(18至23 m / s)的速度下提供X佳性能。以高于4500 sf / min(23rn / s)的速度进行磨削可能会损坏金刚石砂轮,尤其是在无法使用冷却液的情况下。如果冷却液不会对工件材料造成损坏,那么在高速干磨的情况下必须使用冷却液。
金刚石砂轮不适用于磨削钢,因为在高速磨削过程中,钢会在与砂轮接触时使砂轮磨损。严格来说,金刚石轮用于磨削碳化钨氧化锆一类的硬脆材料,而CBN树脂轮用于钢料的加工。但是,有时需要同时研磨钢和硬质合金,东巨磨具店为这种工作制造了带有特殊粒度的混合砂轮。电镀的金刚石砂轮用于切割非金属,例如塑料,玻璃纤维,橡胶,尼龙和其他合成材料。如何选择合适的砂轮,欢迎跟我们咨询交流。