
台州市科驰机械有限公司
五金通金牌会员 第13年

已通过企业工商认证

公司服务热线
13758685373
| 品牌: | 精驰 | 是否现货: | 是 |
| 型号: | JC-TK75A4 | 是否进口: | 否 |
| 核心部分材质: | 特殊钢 | 是否开票: | 按客户需求 |
| 是否涂层: | 按客户需求 | 是否标准件: | 行业标准 |
| 销售方式 | 批发 | 规格: | 标准(可定做) |
什么是镜面滚压(镜面滚压工具的产品介绍)
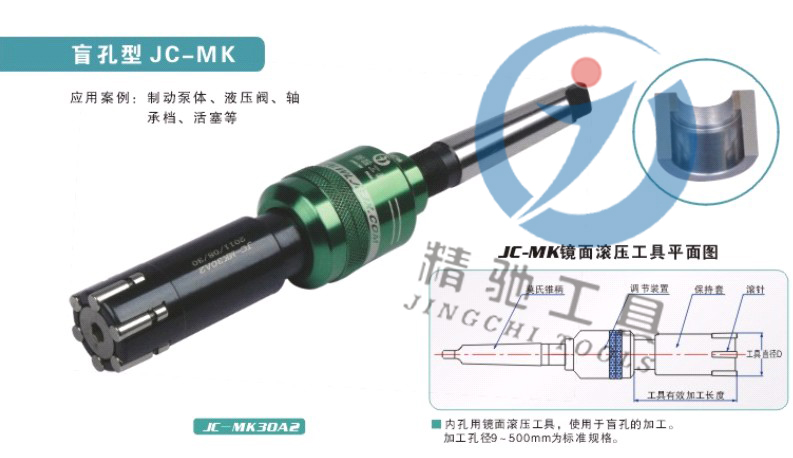
精驰镜面滚压工具Rolls the tool 也叫内孔/内径/内圆/滚压刀、滚压头、滚轧头、滚挤刀、滚光刀、挤光刀、压光刀、滚压铰刀、滚柱铰刀、滚针绞刀、滚压刀具、镜面工具等名称,因为地域与语言习惯关系,各地的叫法也有所不同,北方工厂内师父们习惯称为——滚压头,理解为一头往里钻;南方工厂内师父们习惯称为——滚压刀,理解其是机械加工刀具的一种。根据加工原理统称为滚压工具,都是利用机械挤压的原理,获得光洁如镜的金属表面的一种机械加工,这是在XX普遍使用,也是目前国内X理想的镜面加工工具,是为各生产企业提高品质,提高效益,改进传统工艺的X佳选择!
我们经常看到压路机铺设道路时,压路机将凹凸不平的马路压得很平整。滚压工具的加工原理也是如此,用滚柱滚压金属表面,将表面凸起部分碾平,而使凹陷部分隆起,加工成光滑如镜的效果。它是无切削的塑性加工方法。
滚压加工是将高硬度且光滑的滚柱与金属表面滚压接触,使其表面层发生局部微量的塑性变形后得到改善表面粗糙度的塑性加工法的一种。
 短时间内改善表面粗糙度的同时表面被加工硬化,并且由于产生压缩残留应力可得到具有耐久性的表面。
短时间内改善表面粗糙度的同时表面被加工硬化,并且由于产生压缩残留应力可得到具有耐久性的表面。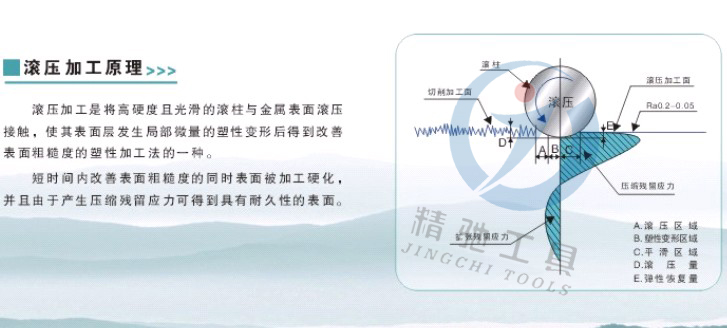
加工直径(mm) 转速(min-1) 进给量(mm/rev)
6 -14.51500-10000.1-0.4
15-241000-500 0.2-0.6
25-44 800-400 0.3-1.0
45-74 600-300 0.5-1.5
75-99 300-150 0.6-1.8
100-139 200-80 1.2-3.0
140-200 150-50 1.2-3.0
按以上的技术数据进行加工,机床主轴要右转,加工完成后,退出工具滚柱会自动缩小不会损伤加工面


被加工工件表面硬度应低于HRC40度
如您对以上产品有技术问题欢迎咨询:
电话13705866614



