
南宫市鑫赞合金焊接材料有限公司
五金通金牌会员 第15年

已通过企业工商认证

公司服务热线
13463911834
不锈钢焊丝性能特点
不锈钢埋弧焊丝配用相应的烧结或熔炼焊剂,可满足硬度在HRC30-55范围内各种耐磨、耐蚀、耐高温工作的埋弧要求,具有埋弧硬度均匀,耐磨性好,堆焊深敷率高等特点,主要应用于钢铁行业,机械制造等X域。
不锈钢焊丝的分类
不锈钢焊丝可分为不锈钢实芯焊丝和不锈钢药芯焊丝。
不锈钢实芯焊丝
不锈钢实芯焊丝既可用惰性气体保护焊。也可用于埋弧焊。不锈钢MIG焊既可达到高效焊接,又容易实现焊接自动化,广泛用于堆焊及薄板接等X域。MIG焊用焊丝化学成分与TIG焊丝一样,但对某些不锈钢品种,还有一种SI含量较高的MIG焊丝,如与ER308,ER309焊丝对应的ER308Si,ER309Si等,由于含Si高达0.8%左右,降低了熔滴金属的表面张力,使熔滴颗粒变细,更容易实现喷射过度,使电弧变得更稳定。同时还能改善熔滴金属的湿润性,使焊道波纹美观,不易产生未焊透,夹渣,气孔等缺馅。埋弧焊用不锈钢实芯焊丝,其化学成分与气保焊不锈钢焊丝一样,但应配用无猛中硅氟或无锰低硅高氟型熔炼焊剂。
不锈钢药芯焊丝
不锈钢药芯焊丝可以像碳钢和低合金钢药芯焊丝一样,对不锈钢进行既简便又高效的焊接,不锈钢药芯焊丝的应用以MAG焊为主,进行MAG焊时具有如下特点;1、与手工焊相比,熔敷速度可提高2-4倍,其熔敷效率高达90%。2、对电流,电压的适应范围大,焊接条件设定较为容易,易于进行半自动和自动化焊接。3、脱渣性良好,焊道表面光泽。另外,飞溅很少,电弧稳定性X良,X射线合格。
不锈钢实芯焊丝注意事项
1、保护气体流量:电流在100~200A时9~14L/min、电流在200~300A时14~18L/min;
2、钨极伸出长度:3~5mm;电弧长度:1~3mm;
3、风速限制在≤1.0m/s;建议在焊接区背面通氩气保护。
4、将焊接部位的锈层、湿气、油污、灰尘等清除干净。
不锈钢焊丝适用范围
不锈钢焊丝就是用不锈钢为原材料制作的各类不同规格和型号的丝质产品,镍铬不锈钢焊丝具有良好的耐腐蚀性和抗氧化性,广泛应用于化工应用于化工、机械五金、纺织印染、医疗、装饰、建筑、造船等轻重工业。
不锈钢药芯焊丝注意事项
1、采用直流反接;
2、焊接时,75%~80%Ar+CO2气体流量宜为20~25L/min;
3、焊丝的干伸长度宜控制在15~25mm范围内;
4、道间温度控制在135~165℃之间;
5、焊前必须对焊件清除铁锈、油污、水分等杂质。
不锈钢焊丝产品牌号
H1Cr13不锈钢焊丝,H1Cr17不锈钢焊丝,H2Cr13不锈钢焊丝,H3Cr13不锈钢焊丝,H4Cr13不锈钢焊丝,H1Cr13不锈钢埋弧焊丝,H1Cr17不锈钢埋弧焊丝,H2Cr13不锈钢埋弧焊丝,H3Cr13不锈钢埋弧焊丝,H4Cr13不锈钢埋弧焊丝
不锈钢焊丝技术参数
不锈钢焊丝推荐堆焊参数
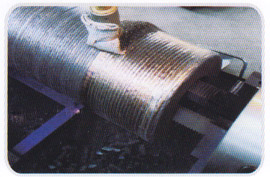

堆焊工作现场 堆焊后的连铸辊









