单液点胶机系列Y(^_^)Y▲精密点胶机▲数显定量点胶机▲涂胶机▲滴胶机
| 产品>>自动化点胶设备>>单液型点胶机TY-2000D | |
|
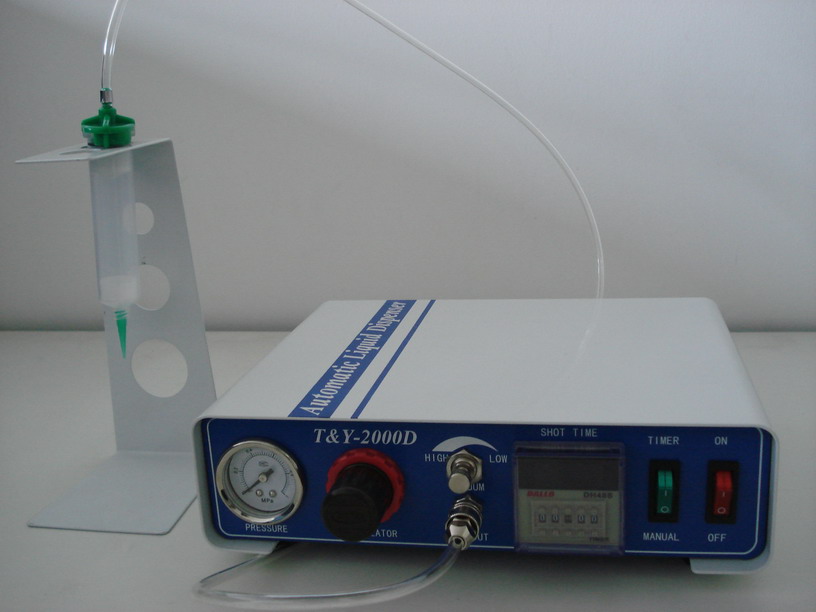
| 产品名称: | 点胶机 | | 产品类别: | 自动化点胶设备 → 单液型点胶机 | | 产品信息: |  | |
| 产品名称: | 点胶机-点胶机配硅胶套筒 | | 产品类别: | 自动化点胶设备 → 单液型点胶机 | | 产品信息: | | |
| 产品名称: | 点胶机-点胶机配精密点胶阀 | | 产品类别: | 自动化点胶设备 → 单液型点胶机 | | 产品信息: | | |
| 产品名称: | 点胶机-2500自动型点胶机 | | 产品类别: | 自动化点胶设备 → 单液型点胶机 | | 产品信息: | |
|
点胶技术温馨提示:
在点胶机行业中,生产中容易出现以下工问题,比如胶点大小不匹配、拉丝、胶水浸染焊盘、固化强度不好易掉片等。解决这些问题应整体研究各项技术工艺参数,从而找到解决问题的办法。 那么如何解决点胶机在行业的这些问题呢?
具体有以下几点来解决点胶机出现的问题.
1 点胶量的大小 根据工作经验,胶点直径的大小应为焊盘间距的一半,贴片后胶点直径应为胶点直径的1.5倍。这样就可以保证有充足的胶水来粘结元件又避免过多胶水浸染焊盘。点胶量多少由螺旋泵的旋转时间长短来决定,实际中应根据生产情况(室温、胶水的粘性等)选择泵的旋转时间。
2 点胶压力(背压) 目前所用点胶机采用螺旋泵供给点胶针头胶管采取一个压力来保证足够胶水供给螺旋泵(以美国CAMALOT5000为例)。背压压力太大易造成胶溢出、胶量过多;压力太小则会出现点胶断续现象,漏点,从而造成缺陷。应根据同品质的胶水、工作环境温度来选择压力。环境温度高则会使胶水粘度变小、流动性变好,这时需调低背压就可保证胶水的供给,反之亦然。
3 针头大小 在工作实际中,针头内径大小应为点胶胶点直径的1/2,点胶过程中,应根据PCB上焊盘大小来选取点胶针头:如0805和1206的焊盘大小相差不大,可以选取同一种针头,但是对于相差悬殊的焊盘就要选取不同针头,这样既可以保证胶点质量,又可以提高生产效率。
4 针头与PCB板间的距离 不同的点胶机采用不同的针头,有些针头有一定的止动度(如CAM/A LOT 5000)。每次工作开始应做针头与PCB距离的校准,即Z轴高度校准。
5 胶水温度 一般环氧树脂胶水应保存在0--5℃的冰箱中,使用时应提前1/2小时拿出,使胶水充分与工作温度相符合。胶水的使用温度应为23℃--25℃;环境温度对胶水的粘度影响很大,温度过低则会胶点变小,出现拉丝现象。环境温度相差5℃,会造成50%点胶量变化。因而对于环境温度应加以控制。同时环境的温度也应该给予保证,湿度小胶点易变干,影响粘结力。
6 胶水的粘度 胶的粘度直接影响点胶的质量。粘度大,则胶点会变小,甚至拉丝;粘度小,胶点会变大,进而可能渗染焊盘。点胶过程中,应对不同粘度的胶水,选取合理的背压和点胶速度。
7 固化温度曲线 对于胶水的固化,一般生产厂家已给出温度曲线。在实际应尽可能采用较高温度来固化,使胶水固化后有足够强度。
8 气泡 胶水一定不能有气泡。一个小小气就会造成许多焊盘没有胶水;每次中途更换胶管时应排空连接处的空气,防止出现空打现象。对于以上各参数的调整,应按由点及面的方式,任何一个参数的变化都会影响到其他方面,同时缺陷的产生,可能是多个方面所造成的,应对可能的因素逐项检查,进而排除。总之,在生产中应该按照实际情况来调整各参数,既要保证生产质量,又能提高生产效率
单液点胶机系列Y(^_^)Y▲精密点胶机▲数显定量点胶机▲涂胶机▲滴胶机